




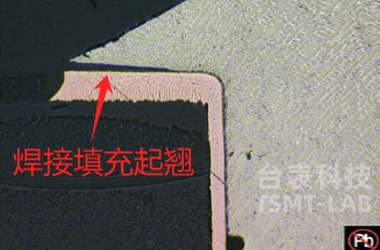
根据IPC-610D标准5.2.12中关于SMT焊接填充起翘的要求,该现象的原因主要涉及材料、工艺、设计及环境等多方面因素。以下是具体原因及对应引用依据的总结:
一、材料因素
热膨胀系数(CTE)不匹配
焊接材料(如焊膏、填充金属)与PCB基板或元器件的热膨胀系数差异过大,在焊接冷却过程中因收缩应力不均导致填充层与基板分离或翘起。
多层PCB的层间材料(如半固化片)若CTE差异大或树脂含量不足,易在热压后残留应力,加剧起翘风险。
材料受潮或污染
PCB或元器件存储环境湿度过高,未进行预烘烤去除水分,焊接时水汽挥发形成气泡或分层。
焊膏吸湿或氧化导致润湿性下降,填充金属无法有效结合基板。
二、工艺参数不当
焊接温度曲线设置不合理
回流焊预热不足或峰值温度过高,导致焊膏挥发物未充分排出,形成气孔或应力集中。
冷却速率过快,热应力未充分释放,填充层与基板因收缩差异分离。
焊膏印刷与贴装问题
焊膏印刷偏移或厚度不均,导致填充金属分布不匀,局部结合力不足。
贴装压力过大或过小,元器件与焊盘未完全接触,焊接后易翘起。
三、设计缺陷
焊盘与元器件布局不合理
焊盘尺寸、形状或间距设计不当(如不对称焊盘),导致焊接时受热不均,产生立碑或翘曲。
大功率器件或厚重元器件布局集中,加剧局部热应力。
PCB层压与结构对称性不足
多层板层间叠层设计不对称(如奇数层或混压材料),易在热压后形成残余应力。
内层铜箔分布不均,残铜率差异大,导致热膨胀不一致。
四、环境与操作因素
焊接后冷却环境控制不足
未采用缓冷措施(如后热处理),快速冷却导致应力无法释放。
设备与操作误差
贴片机精度不足或支撑销设定不当,导致元器件偏移或受力不均。
电极压力过大、电极端部尺寸不匹配等焊接设备参数错误。
解决方案建议
优化材料选择与预处理
确保PCB与焊接材料CTE匹配,并严格管控存储环境湿度,焊接前进行预烘烤(如120℃烘烤4小时)。
调整工艺参数
合理设置回流焊温度曲线,确保焊膏挥发物充分排出,并控制冷却速率。
校准贴片机参数(如贴装压力、支撑销位置)并优化焊膏印刷精度。
改进设计与结构
采用对称叠层设计,平衡内层铜箔分布,减少热应力集中。
避免大尺寸焊盘差异,增加工艺边铺铜以提升结构稳定性。
业务联络人:黄先生 18936138950












